 en
en  русский
русский Español
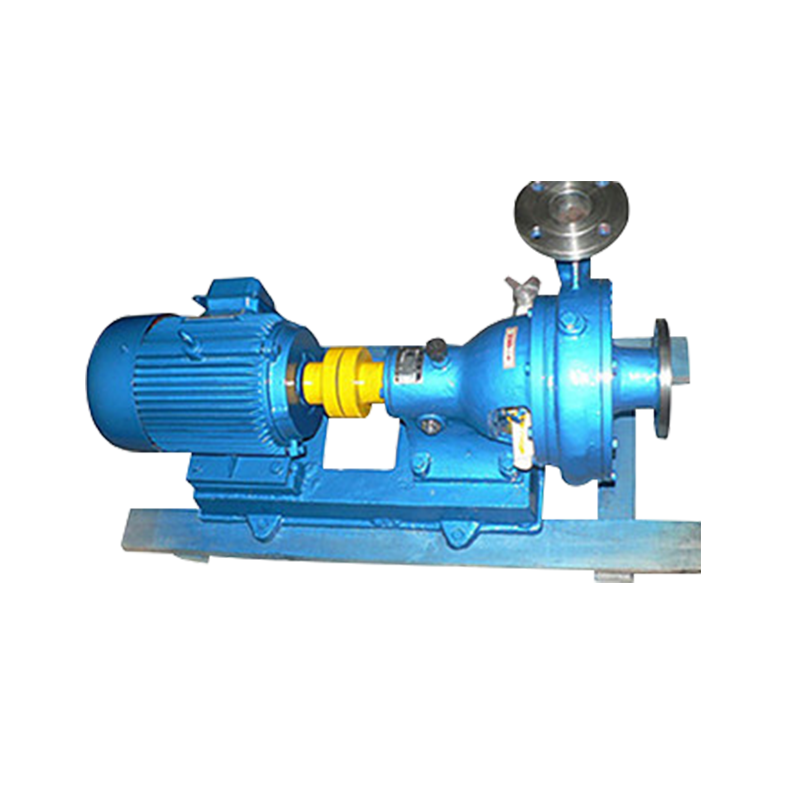
EspañolIH Type Horizontal Chemical Centrifugal Pump
Cat:Chemical Process Pump
The IH type chemical centrifugal pump is a single-stage single-suction (axial suction) cantilever centrifugal pump, which is used to transport liquids...
See DetailsIndustrial wastewater treatment is a critical process in manufacturing, chemical processing, and other industries where harmful effluents must be safely transported and treated. A chemical sewage pump plays a vital role in this system, ensuring efficient and reliable transfer of corrosive, abrasive, or high-temperature wastewater. Selecting the right pump is essential for minimizing downtime, reducing maintenance costs, and ensuring compliance with environmental regulations.
This guide explores the key factors to consider when choosing a chemical sewage pump, including pump types, material compatibility, flow requirements, and operational conditions.
1. Understanding Chemical Sewage Pumps
Chemical sewage pumps are designed to handle aggressive fluids containing acids, alkalis, solvents, and solid particles. Unlike standard wastewater pumps, they are built with corrosion-resistant materials and specialized sealing mechanisms to withstand harsh industrial environments.
Common Types of Chemical Sewage Pumps
Centrifugal Pumps
Ideal for high-flow, low-viscosity liquids.
Can handle mildly corrosive fluids with proper material selection.
Not suitable for high-solid content without modifications.
Submersible Pumps
Designed to operate fully submerged in wastewater.
Often used in sumps and wet wells.
Require robust sealing to prevent fluid ingress.
Diaphragm Pumps (Air-Operated or Electric)
Handle viscous, abrasive, and highly corrosive fluids.
Self-priming and can run dry without damage.
Suitable for dosing and precise flow control.
Lobe and Progressive Cavity Pumps
Used for high-viscosity or slurry-like wastewater.
Provide steady, pulse-free flow.
Require regular maintenance due to wear-prone components.
2. Key Factors in Selecting a Chemical Sewage Pump
A. Chemical Compatibility
The pump materials must resist corrosion from the wastewater’s chemical composition.
Common Pump Materials:
Stainless Steel (SS316, SS304) – Resists acids and chlorides.
Polypropylene (PP) / PVDF – Excellent for strong acids (e.g., sulfuric, hydrochloric).
Cast Iron with Lining – Cost-effective for mildly corrosive fluids.
Hastelloy / Titanium – For extreme chemical resistance (e.g., bromine, chlorine).
Check Chemical Resistance Charts before selecting materials.
B. Solid Handling Capability
Suspended Solids (%) – Pumps must handle expected particle sizes.
Non-Clog Design – Vortex or recessed impeller pumps prevent clogging.
Grinder Pumps – Used when solids need to be macerated before pumping.
C. Flow Rate & Pressure Requirements
Flow Rate (GPM or m³/h) – Determines pump size.
Head Pressure (PSI or bar) – Affects pump power and impeller design.
Variable Speed Drives (VSDs) – Help adjust flow based on demand.
D. Temperature & Viscosity Considerations
High-temperature fluids may require special seals (e.g., PTFE, Viton).
High-viscosity liquids need positive displacement pumps (e.g., diaphragm, lobe).
E. Pump Efficiency & Energy Consumption
Motor Efficiency (IE3/IE4 ratings) – Reduces long-term energy costs.
Proper Sizing – Oversized pumps waste energy; undersized pumps fail prematurely.
F. Sealing Mechanism
Mechanical Seals – Standard for most applications (single or double seals).
Magnetic Drive (Sealless) Pumps – Eliminate leakage risks in toxic fluids.
Packed Gland Seals – Older design, requires frequent maintenance.
G. Compliance & Safety Standards
ATEX Certification – Required for explosive environments.
ISO 5199 / ANSI Standards – Ensure reliability and performance.
3. Common Applications in Industrial Wastewater Treatment
Chemical Manufacturing – Handling acids, alkalis, and solvents.
Pharmaceuticals – Transferring biohazardous and high-purity effluents.
Metal Processing – Pumping abrasive slurries with metal particles.
Food & Beverage – Managing organic waste with high solids content.
4. Maintenance & Operational Best Practices
Regular Inspection – Check for wear, corrosion, and seal integrity.
Proper Priming – Avoid dry running to prevent seal damage.
Cleaning & Flushing – Prevents buildup of solids or crystallized chemicals.
Spare Parts Inventory – Keep critical components (seals, impellers) on hand.
5. Comparing Popular Chemical Sewage Pump Brands
| Brand | Notable Features | Best For |
|---|---|---|
| Grundfos | High-efficiency, smart pump solutions | Large-scale industrial plants |
| KSB | Robust construction, corrosion-resistant | Harsh chemical environments |
| Sulzer | Advanced sealing technologies | Pharma & high-purity fluids |
| Xylem | Energy-saving designs | Municipal & industrial use |
6. Future Trends in Chemical Sewage Pump Technology
Smart Pumps with IoT Sensors – Real-time monitoring of wear and efficiency.
3D-Printed Components – Customized impellers for specific fluids.
Eco-Friendly Materials – Bio-based polymers for reduced environmental impact.
Selecting the right chemical sewage pump for industrial wastewater treatment requires careful consideration of fluid properties, operational demands, and material compatibility. By evaluating factors such as chemical resistance, solid handling, flow requirements, and energy efficiency, industries can ensure reliable, long-lasting performance while minimizing maintenance costs.
Investing in high-quality pumps from reputable manufacturers, combined with proactive maintenance, will enhance wastewater treatment efficiency and compliance with environmental regulations. As technology advances, smart and sustainable pumping solutions will further optimize industrial wastewater management.
Final Recommendation
For highly corrosive fluids, choose PVDF or Hastelloy pumps with double mechanical seals.
For slurry applications, recessed impeller or grinder pumps are ideal.
For energy efficiency, opt for IE4 motors with variable frequency drives (VFDs).

The IH type chemical centrifugal pump is a single-stage single-suction (axial suction) cantilever centrifugal pump, which is used to transport liquids...
See Details
1. OverviewZA and ZAO petrochemical process pumps are designed according to AP1610 and VDMA24297 (light/medium duty) specifications. 2. Application sc...
See Details
FSB fluoroplastic pump overview FSB-type fluoroplastic alloy pump is designed according to international standard dimensions. The pump body is organic...
See Details
FSB fluoroplastic pump overview The FSB-type fluoroplastic alloy pump is designed according to international standard dimensions. The pump body is org...
See Details
PWF corrosion-resistant sewage pump is a single-stage, single-suction, cantilever-type corrosion-resistant centrifugal sewage pump. Its functional ran...
See Details
Performance Range: · Diameter: DN25~DN400 · Flow Rate: Up to 2000 m³/h · Head: Up to 250 m · Power: Up to 560 ...
See Details
Performance Range: · Diameter: DN25~DN400 · Flow Rate: Up to 2000 m³/h · Head: Up to 250 m · Temperature Limit...
See Details
Our standard API 610 BB2 pumps feature a centerline-mounted, radially split casing with double suction and between-bearing construction. The pump and ...
See Details
Our API 610 VS2 sump pumps feature a vertically suspended design with radially split single casing, available in single or multi-stage volute configur...
See DetailsCopyright © Welcome to Chemical Pump Factory - Jiangsu Feixiang Pump Manufacturing All rights reserved. Chemical Pumps Manufacturers

