 en
en  русский
русский Español
EspañolIJ Series Corrosion-Resistant Pump
Cat:Chemical Alkali Pump
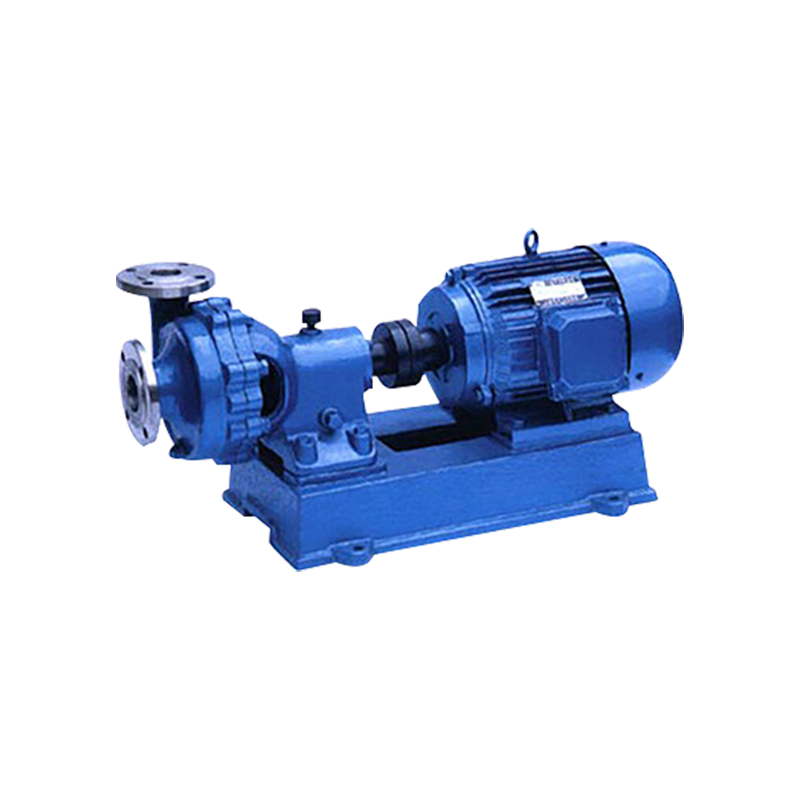
IJ series corrosion-resistant pump is a single-stage, single-suction cantilever centrifugal pump. Its marking, rating characteristics, and dimensions ...
See DetailsIn the modern chemical production process, the transportation, circulation and metering of various corrosive, flammable, explosive or high-viscosity liquids are important links to ensure production safety and efficiency. As equipment specially used to transport various chemical media, chemical pumps have become the core components of fluid transportation systems in chemical, pharmaceutical, environmental protection, food and other industries due to their corrosion resistance, strong sealing and stable operation.
Basic overview of chemical pumps
Chemical pumps are a type of pump product used to transport liquids with special properties such as corrosive, volatile, high temperature or high viscosity. Its material, structure, sealing form, etc. must meet the requirements of chemical process to ensure long-term stable and safe operation. The working medium of chemical pumps is wide, including acids, alkalis, salt solutions, organic solvents, oils, slurries, etc.
Main types of chemical pumps
According to the working principle and structural characteristics, common chemical pumps are mainly divided into the following categories:
Centrifugal chemical pumps
Rely on the high-speed rotation of the impeller to generate centrifugal force to transport liquids, suitable for large flow and low viscosity media. Common materials include stainless steel, fluoroplastics, alloys, etc., which are widely used in the transportation of acids, alkalis, salt solutions, etc.
Magnetic drive chemical pump
Power is transmitted through magnetic coupling, and there is no mechanical seal design, which effectively avoids leakage problems. It is especially suitable for the transportation of flammable, explosive and toxic liquids, and is a representative of environmentally friendly and safe chemical pumps.
Gear chemical pump / screw chemical pump
It is a positive displacement pump, suitable for high-viscosity liquids or media containing suspended matter, such as resins, asphalt, oil products, etc.
Diaphragm chemical pump
The medium flows through the reciprocating motion of the diaphragm, which is suitable for small flow, low-pressure transportation or metering scenarios of highly corrosive or high-purity liquids.
Self-priming chemical pump
It has self-priming ability and can suck the liquid at the bottom of the tank without a bottom valve. It is often used in systems with liquid backflow or frequent start and stop.
Key points for chemical pump selection
The following aspects should be considered comprehensively when selecting a suitable chemical pump:
Medium characteristics: including chemical composition, corrosiveness, temperature, viscosity, specific gravity, whether it contains particles, etc., to determine the material of the pump body and flow-through parts.
Flow and head: Determine the working flow and required head of the pump according to the process requirements to ensure stable operation of the system.
Sealing form: For leaky, toxic or highly dangerous media, magnetic pumps or double-end mechanical seals are preferred.
Working conditions: Whether there are special requirements such as frequent start and stop, vacuuming, self-priming, etc., chemical pumps with corresponding functions need to be matched.
Application fields of chemical pumps
Chemical pumps are widely used in the following fields:
Chemical industry: transportation of acid and alkali solutions, chemical reagents, and catalysts.
Pharmaceutical industry: metering and transportation of high-purity liquids and solutions.
Petrochemical industry: transportation and circulation of oils, additives, solvents and other media.
Environmental protection engineering: sewage treatment, waste liquid transportation, and neutralization liquid transportation.
Food industry: transportation of food-grade liquids such as grease, syrup, and beverages.
Development trend of chemical pumps
As the chemical industry's requirements for safety, environmental protection and efficient production continue to increase, chemical pumps are developing in the following directions:
Green and environmental protection: the widespread application of new seals, leak-free designs and corrosion-resistant new materials reduces pollution to the environment.
Intelligence and digitalization: Integrate intelligent monitoring modules to achieve real-time monitoring of pump operating status, flow, temperature, vibration and other parameters, and improve management efficiency.
High efficiency and energy saving: By optimizing hydraulic models and drive technologies, the energy efficiency of chemical pumps is continuously improved, helping factories save energy and reduce consumption.
Enhanced resistance to extreme working conditions: Meet the needs of higher temperature, stronger corrosion or higher pressure conditions.
As a key equipment in modern chemical fluid delivery systems, the performance of chemical pumps is directly related to process safety, production efficiency and corporate benefits. In the face of higher standards of safety and environmental protection requirements in the future, chemical pumps will continue to develop in the direction of high-end, intelligent and green, providing strong support for the high-quality development of the chemical industry. When choosing chemical pumps, enterprises need to combine specific working conditions and scientifically select models to ensure safe and efficient operation of the system.

IJ series corrosion-resistant pump is a single-stage, single-suction cantilever centrifugal pump. Its marking, rating characteristics, and dimensions ...
See Details
Performance Range: · Diameter: DN25~DN400 · Flow Rate: Up to 2000 m³/h · Head: Up to 250 m · Power: Up to 560 ...
See Details")
Performance Range: · Diameter: DN25~DN400 · Flow Rate: Up to 2000 m³/h · Head: Up to 200 m · Temperature Limit...
See Details
The slurry submerged pump is a cantilevered vertical design developed by our company, combining advanced features from both domestic and international...
See Details
Slurry pumps are specialized equipment designed for transporting mixtures of liquids and solid particles, commonly known as slurries. These pumps are ...
See Details
The filter press pump is a vertical, single-stage, single-suction, cantilever-type centrifugal pump, ingeniously crafted based on multiphase flow theo...
See Details
Our standard API 610 BB1 pumps are horizontally mounted, single-stage, double-suction units with an axially split casing between bearings. The pump an...
See Details
Our standard API 610 BB2 pumps feature a centerline-mounted, radially split casing with double suction and between-bearing construction. The pump and ...
See Details
Our standard API 610 OH1 pumps are engineered as foot-mounted, single-stage, overhung units with a dedicated bearing housing. The pump and motor are f...
See Details
Our API 610 VS2 sump pumps feature a vertically suspended design with radially split single casing, available in single or multi-stage volute configur...
See DetailsCopyright © Welcome to Chemical Pump Factory - Jiangsu Feixiang Pump Manufacturing All rights reserved. Chemical Pumps Manufacturers
